
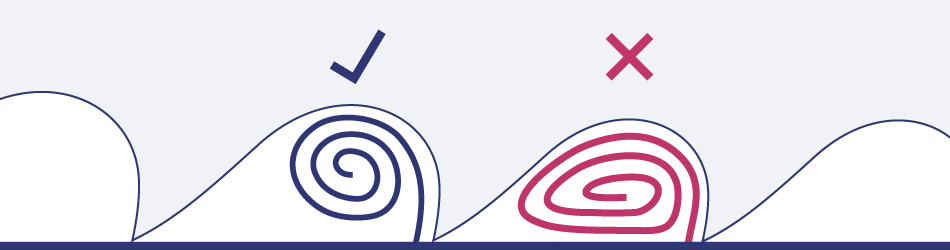
The appearance and shape of the chips is one of the easiest ways to evaluate the correctness of the set cutting parameters. The basic parameter is the tooth gap capacity (gullet area), especially for smaller pitches in variable toothing.
- The loose curl on the left is the correct result.
- Heavy and heavily turned chip indicates that either the tooth pitch or cutting parameters are not properly selected. Such a chip puts excessive stress on the band saw blade and can cause damage.

Thick, heavy or blue chips
- too high pressure for short cutting times
- high feed into the cut relative to the blade speed
- insufficient cooling, poor concentration

Loosely curled chips
- correct cutting values
- adjust parameters slightly with more curled chips
- or check the suitability of the tooth pitch

Thin or powdery chips
- increase the feed into the cut or slow down the blade speed
- use larger tooth pitch for stringy and curled chips
Examples of material clamping
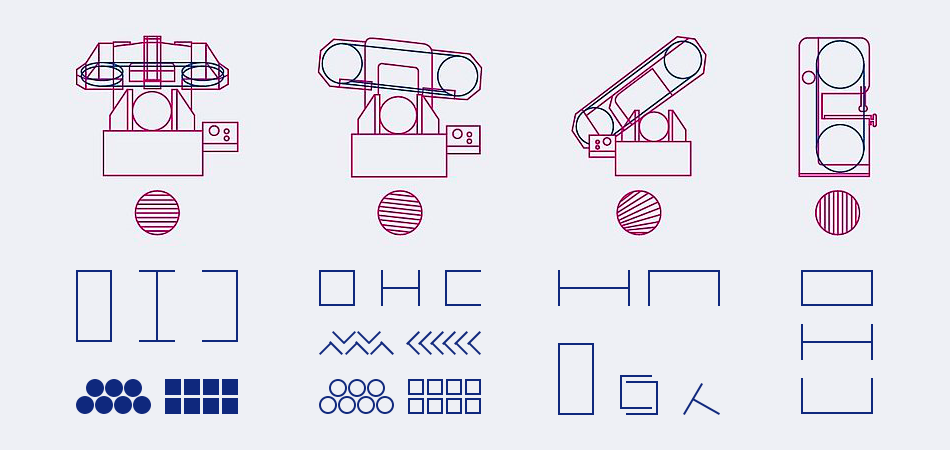
The figure shows only some examples of possible material clamping in the machine. Always ensure that the material is firmly clamped so that there is no vibration in any part of the cut, or rolling in the case of round shapes. For hollow or flat materials, if the situation permits, it is always advantageous to shorten the contact length of the cut by standing upright.
Material bundle cutting is only possible if the machine is equipped with an upper pressure vise. If the machine does not have automatic hydraulic feeding, it is advisable to clamp or weld the ends of the material. However, always keep the machine switched off when welding.
- Horizontal machine - ideal for cutting solid materials of all grades, not very suitable for cutting square profiles.
- Horizontal machine with inclined frame - ideal for cutting profiles of all shapes and sizes.
- Swing arm machine - universal use, limited possibilities of cutting materials with high tensile strength.
- Vertical machine - mostly small manual cutting or special automatic systems.

Blade life influences
Ensuring the right operating conditions is one of the prerequisites for achieving perfect results. Optimally, the operator should check the condition of the machine and its settings step by step at each tool change.

Breaking-in information
In order to achieve good performance and a long service life, the band saw blade must first be run in and the cutting edges slightly rounded. This simple but important step will ensure the reliability and efficiency of the tool.

Causes of failures
Everybody encounters this at some point. The band saw blade doesn't cut or cuts badly. The type and extent of the damage can tell you a lot about the cause of the fault. The blade is just one of four possible places to look.