
The correct setting of the chip brush ensures careful cleaning of the space between the teeth used to bring the chips out of the cut.
- If possible, the chip brush should be driven.
- Cleans the space for chips between the teeth and prevents clogging.
- Never use plastic polishing brushes or brushes without abrasive elements.
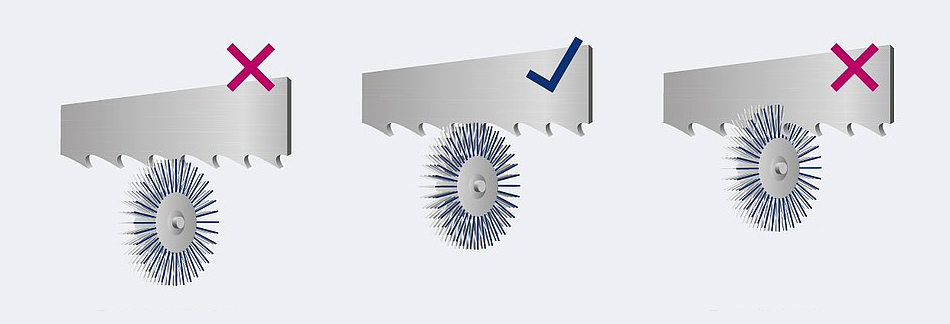
- Adjust the brush so that the tips of the fitted wires almost touch the gullet area.
- When using variable tooth pitch, adjust the brush tip to almost touch the gullet of the tooth with the lowest height.

In emulsion cooling, the cutting oil and water mixture is directed onto the entire workpiece and band saw blade. In particular, it provides lubrication and cooling before and in the middle of the cut, and rinsing after the cut.

The minimum lubrication system is particularly suitable for profile cutting or special applications. Only a small amount of cutting oil is sprayed directly onto the cutting edges.

In the case of micro-lubrication, it is important to regularly check the adjust nozzle settings to ensure that the cutting edges and, if necessary, the back of the saw blade are treated correctly.

Breaking-in information
In order to achieve good performance and a long service life, the band saw blade must first be run in and the cutting edges slightly rounded. This simple but important step will ensure the reliability and efficiency of the tool.

Machine operators
Take advantage of all the ways to achieve a longer service life for your band saw blades. This brings huge savings potential, not only in simple cost per cut, but also in administrative and operational savings through less frequent replacements.

Causes of failures
Everybody encounters this at some point. The band saw blade doesn't cut or cuts badly. The type and extent of the damage can tell you a lot about the cause of the fault. The blade is just one of four possible places to look.