
Bimetal band saw blades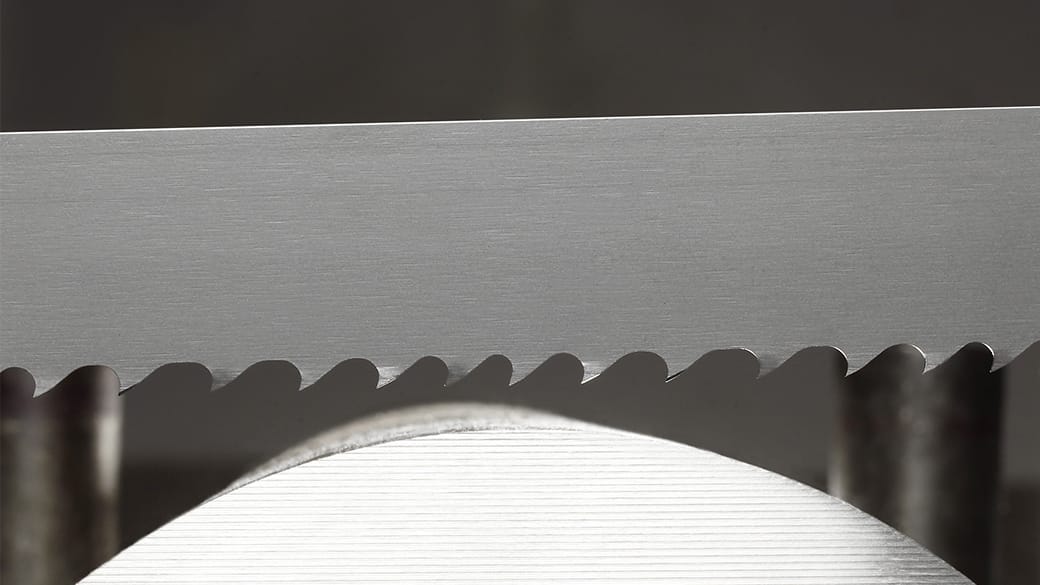
- 100% cutting speed (m/min) and 50% feed rate (mm/min) compared to recommended values
- for smaller materials for 15 minutes
- for large materials by cutting off 300 cm2
Carbide band saw blades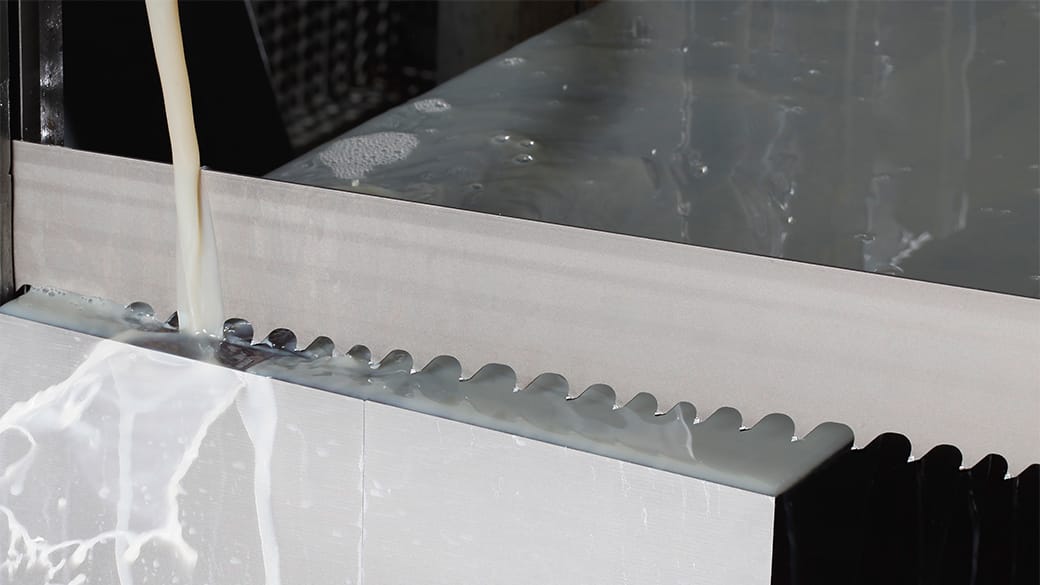
- 75% of cutting speed (m/min) and 50% of feed rate (mm/min) compared to recommended values
- for smaller materials for 15 minutes
- for large materials by cutting off 500 cm2
- when vibrating, reduce the blade speed again

Optimal rounding of the cutting edge after correct break-in

Overloading of the cutting edge during incorrect break-in leads to breakage

The new band saw blade has a very small cutting edge radius

Blade life influences
Ensuring the right operating conditions is one of the prerequisites for achieving perfect results. Optimally, the operator should check the condition of the machine and its settings step by step at each tool change.

Machine operators
Take advantage of all the ways to achieve a longer service life for your band saw blades. This brings huge savings potential, not only in simple cost per cut, but also in administrative and operational savings through less frequent replacements.

Causes of failures
Everybody encounters this at some point. The band saw blade doesn't cut or cuts badly. The type and extent of the damage can tell you a lot about the cause of the fault. The blade is just one of four possible places to look.