
Parameters for selecting a band saw blade
There are various factors to consider when choosing the right band saw blade:
- type of band saw machine
- quality of the material to be cut
- dimension and shape of the workpiece
- single, layered or bundle cutting
- individual requirements
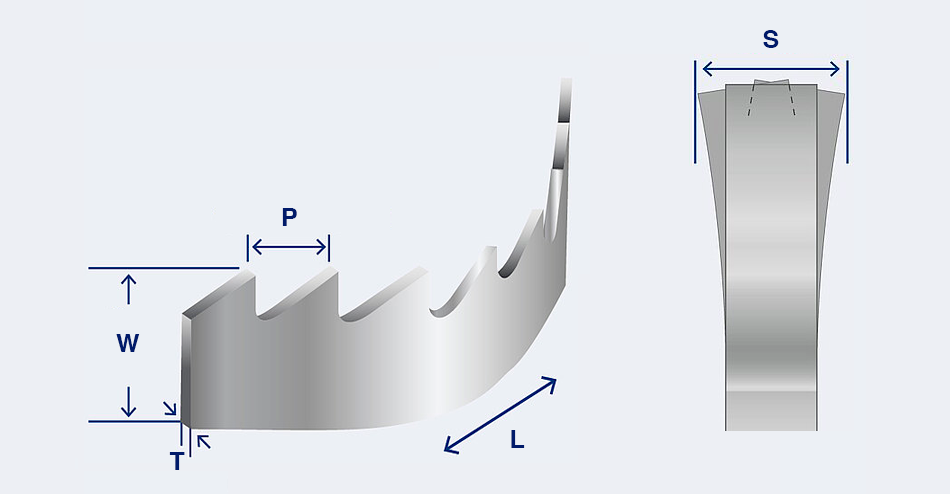
In principle, the greater the height of the band saw blade, the greater its stability in the cut.
- Horizontal machines
More standardized dimensions. Further information can be found in the manual or on the saw's label. - Vertical machines
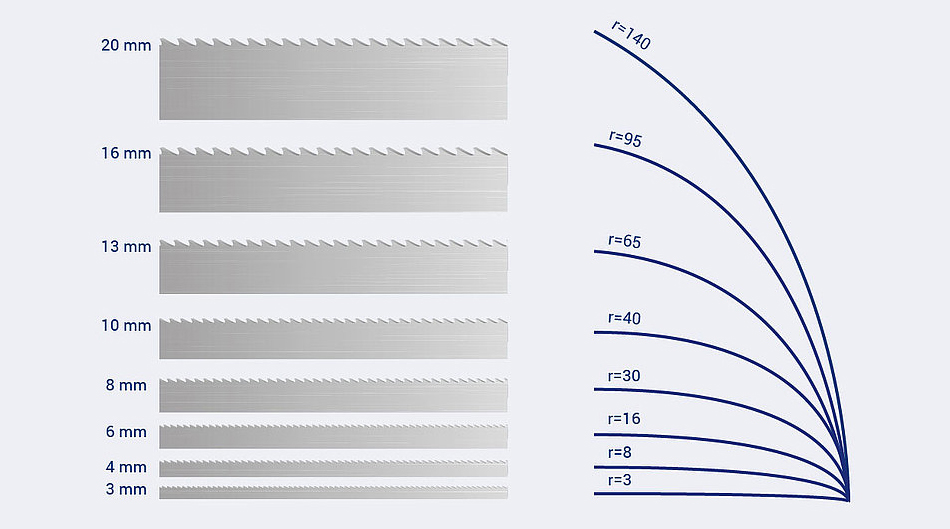
It often offers different variations of usable band saw blade heights. Possible adaptation to the material being cut. - Contour cutting
As a rule for vertical machines, where the smallest possible radius to be cut is determined by the height of the blade.
PD
The significantly positive tooth rake angle of the special PD design brings aggressive cutting characteristics to the band saw blade. It is particularly advantageous when cutting stainless steels and exotic alloys. In general, it is advantageous when cutting solid materials of medium and larger dimensions.
PW
Wikus development engineers developed this wave-shaped band saw blade for cutting stainless steels and exotic alloys. When cutting these materials, the PW design delivers exceptional cutting performance as well as high durability. These advantages are particularly evident in large material sizes.
- SKALAR M42, SKALAR PREMIUM M42, SKALAR X3000
- SELEKTA GS M42, SELEKTA GS PREMIUM M42, SELEKTA GS X3000
- DUROSET, DUROSET PREMIUM
- FUTURA, FUTURA PREMIUM
- FUTURA VA, FUTURA PREMIUM VA
PE
It has ground (egalised) tooth sides, which ensures that none of the teeth protrude within the tolerance of the other teeth of the band saw blade. It is designed for cutting aluminium in particular, when exceptional surface quality of the material to be cut is required.

Technical principles
Find out the difference between tooth pitch and tooth setting. What geometries we offer and what they are suitable for. This information is the basis for a good orientation of the band saw blade segment.

Tooth pitch selection
The decisive factors for the choice of tooth pitch are the contact length of the blade in the workpiece (the longest uninterrupted part of the cut) and, in the case of profiles, the wall thickness. Choose the toothing suitable for your material.